齒輪減速機漏油形式及解決對策
方法興 杭州杰牌傳動科技有限公司
摘要:列舉了減速機在實際應用中的各種漏油形式,對每種漏油的原因進行了研究分析,并提出了改進對策和解決方案,為今后解決減速機漏油問題提供參考。
關鍵詞:減速機:油封;漏油
0 引言
目前應用最為廣泛的中小功率硬齒面減速機是斜齒輪同軸式減速機、斜齒輪傘齒輪減速機、平行軸斜齒輪減速機和斜齒輪蝸輪蝸桿減速機,在減速機行業中被稱為四大系列減速機,以高度模塊化設計為主要特征,通用性非常強(本文中如無特殊說明,減速機均指四大系列減速機)。
在減速機使用過程中,漏油現象是一個普遍存在的問題,漏油對減速機的危害非常大。首先,漏油使減速機潤滑油液面下降,造成齒輪嚙合面和軸承滾道磨損加劇,效率降低,溫度上升,導致減速機故障;其次,即使減速機暫不產生故障,漏油也造成潤滑油浪費,環境污染。所以減速機漏油問題是生產企業需要重視與解決的課題。本文主要分析研究四大系列減速機經常出現的幾種漏油現象,在工藝改進和結構優化方面提出改進對策和解決方案。
1原因分析
四大系列減速機經常出現的幾種漏油現象有:油封漏油、密封蓋彈出和通氣器漏油。
出軸油封漏油的主要原因有:
1)油封裝配工藝不當;
2)軸的加工工藝不當;
3)軸的硬度不足;
4)軸的公差選取不當;
5)異物進入油封唇口。
密封蓋彈出的主要原因有:
1)減速機內部壓力過大;
2)密封蓋孔公差選取不當。
通氣器漏油的主要原因有:
1)通氣器結構不合理;
2)通氣器位置選擇不當;
3)加油超過規定上限過多。
2 解決方案
減速機結構緊湊,安裝形式多樣,無特殊要求一般不采用干燥井、迷宮式等特種密封結構,所以杜絕漏油現象的主攻方向是改進裝配工藝、加工工藝和局部結構優化方面,對此我公司多年來在這方面取得了優異成果,總結如下。
2.1優化油封裝配工藝
由油封裝配工藝不當引起的漏油主要是:裝配時油封唇口破損、油封歪斜和運行時唇口干摩擦(提示:檢修時安裝油封也應注意)。在裝配油封過程中,若采用簡易的工裝,甚至不用工裝直接將油封裝入,油封唇口很容易受到損傷,在日后運轉中損傷將逐漸擴展,造成漏油;同時,油封若安裝歪斜,油封唇口將無法正常丁作,從而造成潤滑油泄漏。我公司采用圖1方式裝配油封。
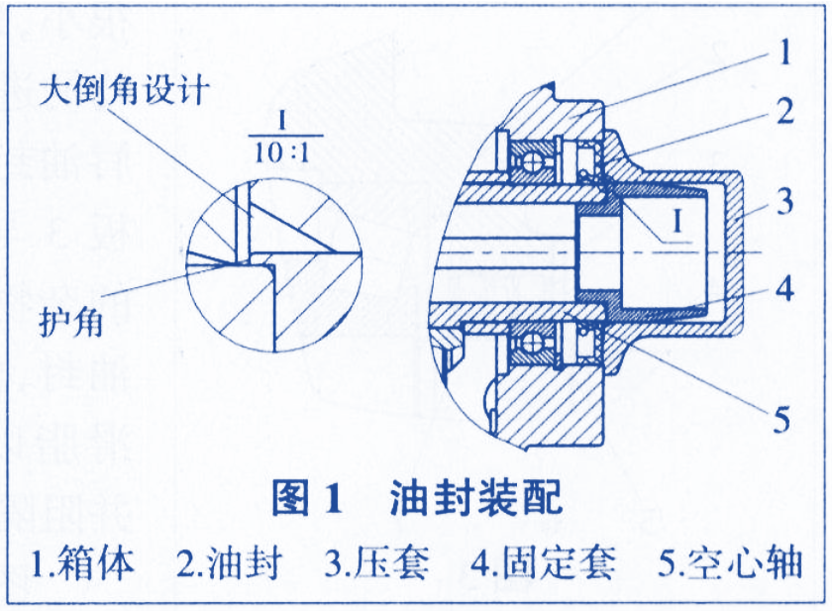
圖1中,壓套3與固定套4為裝配T裝,固定套4頭部設計成合適的錐形,外表面粗糙度與油封檔相同或更低,油封在壓套3上滑動時保護油封唇口,各摩擦面高頻淬火以提高耐磨性;
壓套3與油封接觸部分設計成止口,止口直徑比油封外徑略小,止口高度為裝配后油封與箱體的距離。采用大倒角和護角設計,以保護油封主副唇不受損傷。裝配時,先將固定套4裝入空心軸5,并在同定套4外表面涂抹適量潤滑脂;在待裝配油封的主唇口與副唇口形成的空間中涂抹適量潤滑脂,可以對唇口起到潤滑作用;再將油封通過固定套4輕輕地推到箱體孔附近,最后用壓套3將油封裝入。由于壓套3、固定套4和空心軸5有一定的配合關系,所以裝入的油封不會歪斜。而且采用這種丁裝裝配的油封位置一致性非常好。
2.2軸的改進
由于軸的因素導致漏油原因主要是軸的加工工藝不當、軸的硬度不足和軸的公差選取不當。軸的加工工藝不當主要表現在表面粗糙度不合理和加工方式不合理,表面粗糙度值太高,會造成油封唇口早期磨損;表面粗糙度值也不宜太低,否則容易滲油。一般油封檔表面粗糙度尺0.8~2.5μm。軸的加工方式有精磨削、金剛砂紙磨光、車床上精加工、超精加工和滾光加工。據有關文獻資料記載,精磨削是最為合適的加工方法,磨削時砂輪必須徑向進給,加工痕跡是不連續的,但對軸心線垂直,這種狀態對油封唇口的接觸部分最合適。軸與油封唇口接觸部分的硬度要求在50~60HRC之間,硬度太低,軸容易磨損;硬度太高,經濟性差。軸的公差一般在d9~h9之間選取,公差太小,軸與油封唇口的壓力太小,容易造成滲漏;公差太大,軸與油封唇口的壓力就高,磨損也加劇,油封唇口溫度高,油封容易產生早期失效。
2.3防止異物進入油封唇口

圖2中,單唇油封5和7面對面安裝。蓋板4內徑與軸6外徑之間保持小間隙,以阻止大顆粒雜物的進入。定期從油杯1處注入的油脂可以潤滑油封5的主唇口,同時阻止雜物從蓋板4內孔與軸6之間進入。
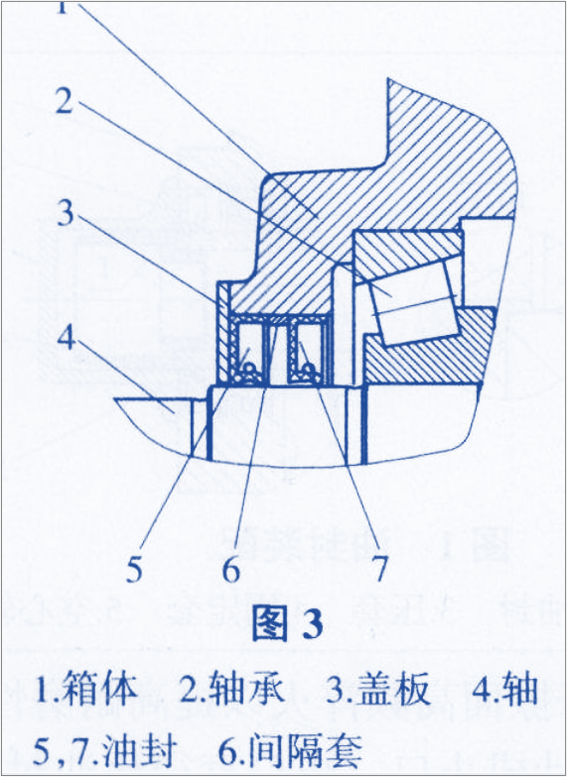
圖3中,蓋板3內孔與軸4之間的間隙很小,以阻止大顆粒雜物的進入。油封5為雙唇油封,用于阻止從蓋板3與軸4之間進入的雜物,油封7為單唇油封,兩油封間注入潤滑脂以潤滑油封唇口并阻隔雜物。
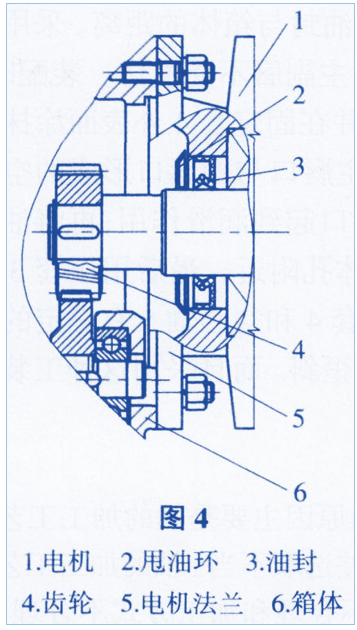
圖4為高速軸密封結構,齒輪4轉速在1500r/min以上,齒輪4甩出的潤滑油溫度高并夾雜異物,以較大的壓力打擊在油封3的唇口,對油封唇口甚至軸上的油封檔損害很大。安裝甩油環2后,齒輪4甩}n的潤滑油不能直接打擊油封3的唇口,消除了對油封唇口的損害。使用甩油環后,由于高速軸油封的失效不再出現,印證了甩油環2對油封3的保護作用。
圖2和圖3的結構主要是阻止外來異物對油封唇口的損害,圖4是一種高速軸油封保護措施的結構,還有一種情況是在減速機的底部,容易聚集顆粒雜質。這些異物一旦進入油封唇口,就會加速油封唇口和軸的磨損,從而造成滲漏。對于減速機內部的顆粒雜質,改進設計是在油封周圍設置磁鋼,磁鋼固定在放油螺塞上以吸附減速機內部的金屬雜質。
2.4防止密封蓋彈出
密封蓋彈出的主要原因是減速機內部壓力過大和密封蓋孔公差選取不當,密封蓋孔的公差按密封蓋廠家提出的范圍選取就能符合要求,按經驗,選取H8比較合適。
減速機內部壓力是密封蓋彈出的最主要原因,這壓力主要是潤滑油高度產生的壓力和減速機發熱,通氣器排氣不暢而產生的壓力(提示:企業日常應檢查通氣器/呼吸帽的孔保持通暢)。雖然通氣器排氣不暢的原因可由改進通氣器結構解決,但提高密封蓋抗彈出能力是解決密封蓋彈出的最有效方法。

圖5是一種密封蓋防彈出結構,在箱體加工如局部放大圖所示止脫槽,一般h值取0-3~0.7mm,a值取1mm左右。經實驗測試,在直徑∅70mm以下的該密封蓋能承受4個大氣壓以上的壓力,而無止脫槽的設計試驗結果是1.5個大氣壓下開始出現密封蓋彈出現象,2個大氣壓下有50%密封蓋彈出(試驗密封蓋直徑∅80mm,試驗數量20套)。
2.5防止通氣器處漏油
通氣器漏油的主要原因有通氣器結構不合理和通氣器位置選擇不當,通氣器位置如果選擇不當,會在通氣器處持續不斷地產生滲漏油,如圖6。
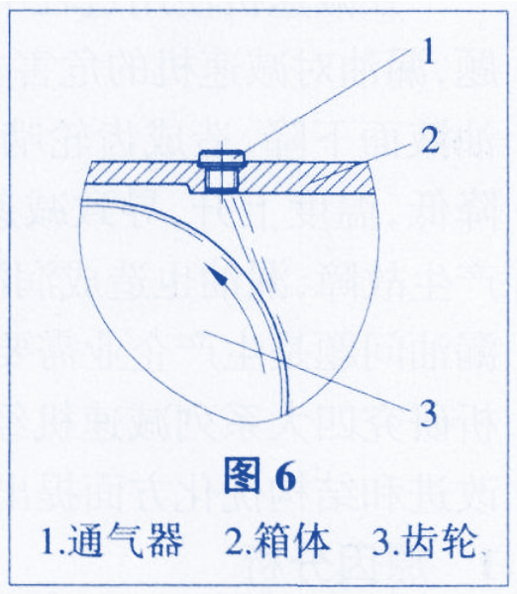
齒輪3旋轉時甩出的潤滑油直接到達通氣器位置,并形成一定的油壓,使通氣器產生滲漏。設計時通氣器應避開這些位置,如果實在沒法避開,箱體設計時可在通氣器位置設置擋板結構。
四大系列減速機在出廠前已按標準加注潤滑油,減速機在運行時,齒輪嚙合和軸承的摩擦等產生熱量,減速機內部溫度將不斷升高,因減速機容積不變,空氣的膨脹將使減速機內部壓力不斷上升,如通氣器不開啟,過大的內部壓力,會使密封蓋防彈出及油封唇口外翻,導致漏油。減速機在運行時,內部最好與外界隔絕以防水汽與粉塵進入,破壞油封密封性能和齒輪嚙合性能。所以四大系列減速機要求通氣器在常態運行時封閉和當壓力達到一定值時開啟。
在減速機行業,通氣器的結構非常多,常用通氣器如圖7~圖9。
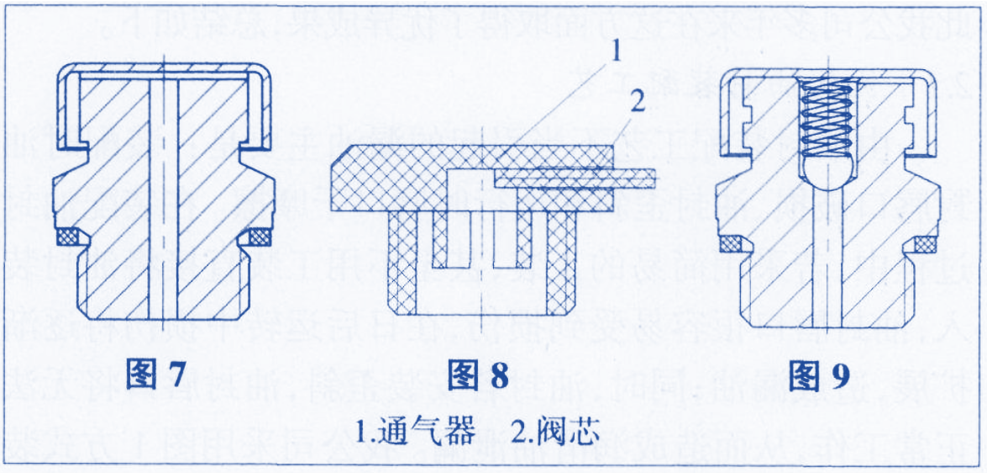
圖7是一種常通式通氣器的代表,通氣孔有朝下的,也有在側邊的,還有迷宮式的。因為是常通式的,所以不符合四大系列減速機對通氣器的要求;圖8的通氣器在運輸時用閥芯堵塞,在使用時將閥芯拔出,成為通式通氣器,運行時水汽、粉塵等容易進入減速機;圖9的通氣器在使用時,減速機內部需要一定的壓力才能開啟,這類通氣器基本符合要求,但在運輸時密封不可靠。我公司通過多年的研究,開發出一款通氣器,如圖10。

在防塵墊圈7與密封圈4的雙重密封作用下,在運輸時潤滑油不會泄漏;在減速機運行時,拔掉防塵墊圈7,在密封圈4的密封作用下,外面水汽、粉塵等異物不能進入減速機,當減速機內壓力大于彈簧2的壓力時,閥芯3向上移動,氣流通道導通。由于減速機內部壓力大,氣流向外沖,所以這時外面水汽、粉塵等異物不能進入減速機,當減速機內壓力小于設定值后,閥芯3向下移動,通氣器進入密封狀態。
3結語
杭州杰牌傳動科技有限公司是以生產四大系列減速機為主業的減速機專業企業,經過數年的研究與現場實驗,成功地解決了減速機的可靠性問題,使產減速機成功替代了進口減速機,為我國減速機行業做了貢獻。
? 如果本文對您有幫助,請分享給您的朋友!
【提示】:
1.不斷更新的好資料和答疑集錦在 m.cureany.com “找資料”欄目公布。
2.QQ群:2300+人群,專業高質、答疑解惑、互動交流,Q群名:中國設備管理, Q群號: 283752911
主要交流:設備管理體系標準、ISO55001資產管理、設備完整性管理、6S管理、目視管理、安全管理、企業管理等,純廣告者禁入!
3.加"中國設備管理" Q群,總有一個人知道你問題的答案!
4.優秀留言有機會錄入“找資料”欄目答疑集錦,并歡迎大家來稿分享