各種閥門常見故障原因與檢修技術要點
資料整理:成都華標企管
摘要:本文介紹了各種閥門常見故障判斷的方法和檢修技術要點,值得參考。

一、各種閥門常見故障判斷和原因
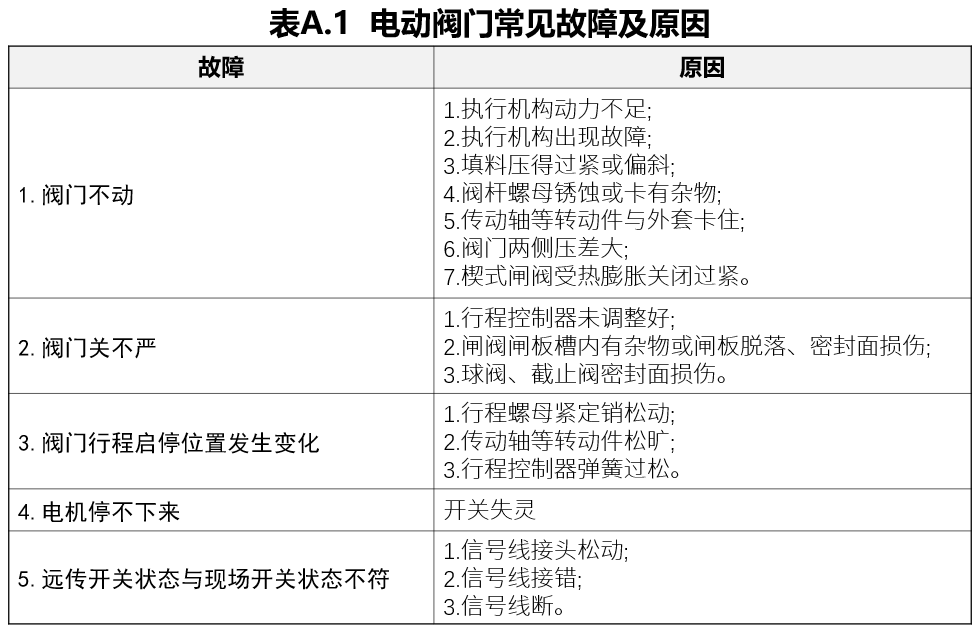
a)電動閥門常見故障及原因分析參見附錄A。
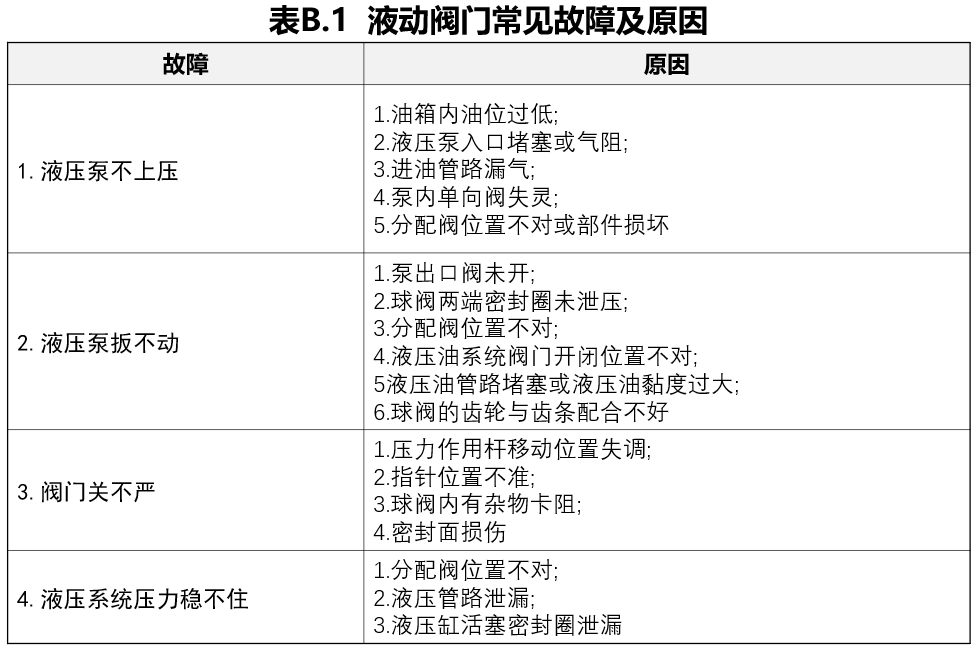
b)液動閥門常見故障及原因分析參見附錄B
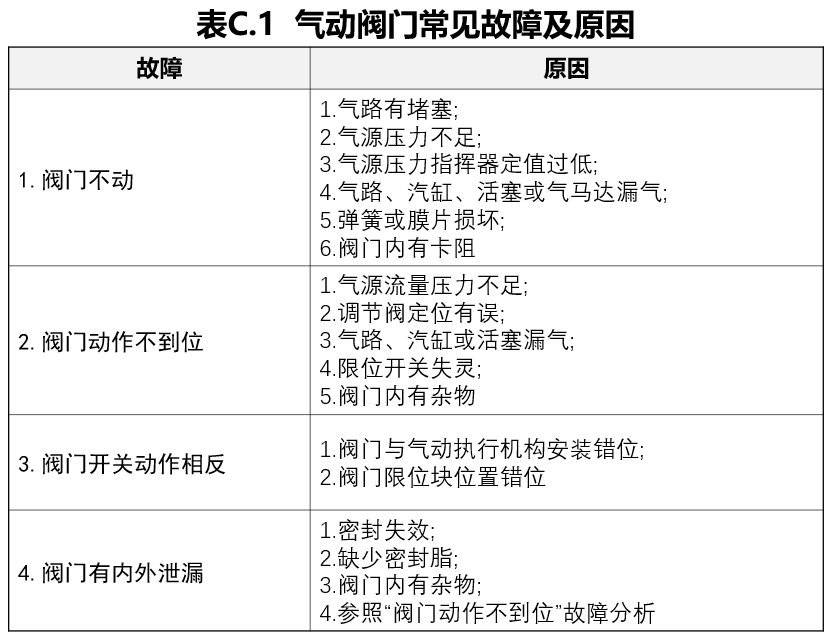
c)氣動閥門常見故障及原因分析參見附錄C。
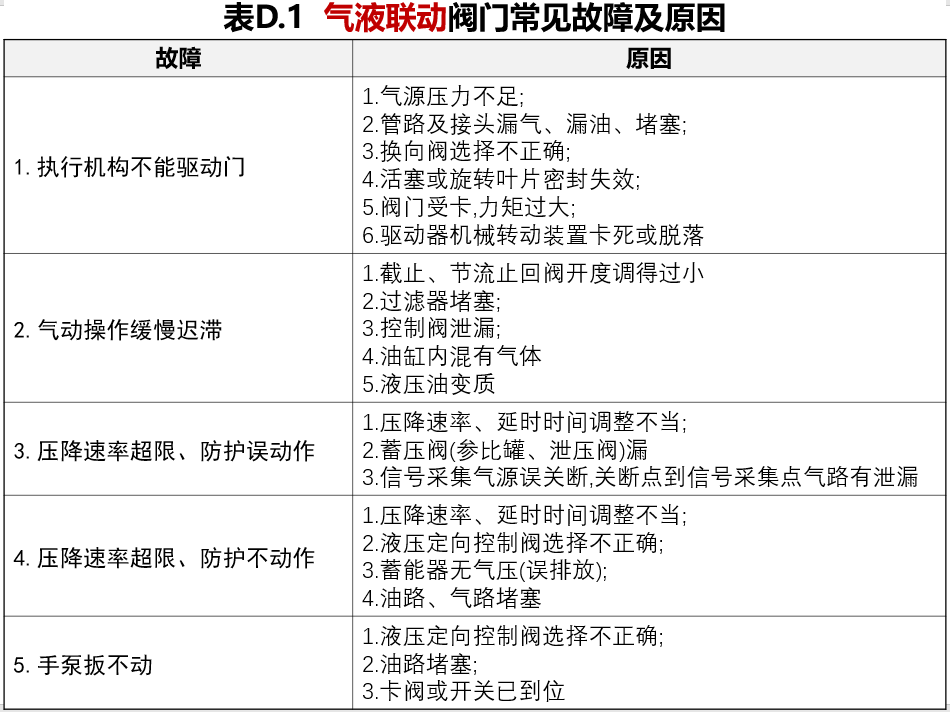
d)氣液聯動閥門常見故障及原因分析參見附錄D
二、檢修內容
(一)執行機構的檢修
1.齒輪和蝸輪傳動機構的檢修
1)蝶閥、球閥的開關角度為90°,反映在蝸輪上轉動角度為90°~180°。蝸輪往往有1/4~2/4部位磨損大些,可調換蝸輪位置90°~180°,讓未磨損的蝸輪齒與蝸桿嚙合,如果具備換位修理的條件,應換位修理。
2)齒輪或蝸輪磨損嚴重或齒牙斷裂影響運行,應更換整個齒輪或蝸輪。
2.氣動或液動執行機構的檢修
缸體發生磨損,缸體內表面出現圓柱度超差以及擦傷、劃痕、拉缸、結瘤等缺陷,嚴重影響活塞與缸體內表面的密封,應進行修復或更換。
3.電動執行機構的檢修
1)執行機構滲油、脂,應更換“O”型圈等密封元件。
2)更換損壞的電路板等元件。
(二)閥體和全部閥件
更換或添加填料,更換密封預緊所用的彈簧、橡膠、“O”型圈等。
1. 對沖蝕嚴重的閥件,應進行必要的修復。
2. 彈性密封件(軟密封)應更換,重新加工組裝。所對應的密封件(閘板、球面、閿芯)應清洗、配對研磨
3. 非彈性密封(硬密封)閥門的密封組件應進行配對研磨。
4. 清洗或更換軸承。
5. 檢修中法蘭、端法蘭密封面。
三、檢修的注意事項
1. 執行鎖定管理。檢修閥門應掛牌,標明檢修編號、工作壓力、工作溫度及介質。
2. 拆卸、組裝應按工藝程序,使用專門的工裝、工具,嚴禁強行拆裝。
3. 拆卸的閥件應單獨堆放,有方向和位置要求的應核對或打上標記。
4. 全部閥件進行清洗和除垢。
5. 工作溫度高于250℃的螺栓及墊片應涂防咬合劑。
6. 螺栓安裝整齊。擰緊中法蘭螺栓時,閘閥、截止閥應在開啟狀態進行。
7. 閥門離線修理時,應保持全開狀態。
8. 閥門離線檢修,除檢査和維修時,應封閉端口蓋,保持閥腔清潔,閥桿部位宜朝上或平放。
四、檢修質量標準
(一)閥門的外形
1. 閥門銘牌完整。
2. 閥體應無裂紋和氣孔等缺陷。
3. 閥體加工面應無夾層、重皮、裂紋、斑疤等缺陷。
4. 閥件的焊縫應無裂紋、夾渣、氣孔、咬肉等缺陷。
5. 閥門螺栓無松動,緊固后螺栓露出螺母2扣4扣
6. 傳動系統零件齊全好用。
7. 執行機構與閥體安裝無偏斜
8. 閥門外防腐涂層應均勻、無脫落。
9. 端面法蘭應清潔無腐蝕、無劃痕。
(二)密封面
1. 密封面用顯示劑檢查接觸面印痕
1)閘閥、截止閥和止回閥的印痕線應連續,寬度不小于1mm,印痕均勻。閘閥閥板在密封面上印痕線的極限位置距外圓不小于3mm(含印痕線寬度)
2)球閥的印痕面應連續,寬度不小于閥體密封環外徑,印痕均勻。
2.修研后密封面的粗糙度不低于Ra1.6。
(三)閥體、閥蓋及墊片
1.閥座與閥體連接應牢固、嚴密、無滲漏。
2.閥板與導軌配合適度,在任意位置均無卡阻、脫軌。
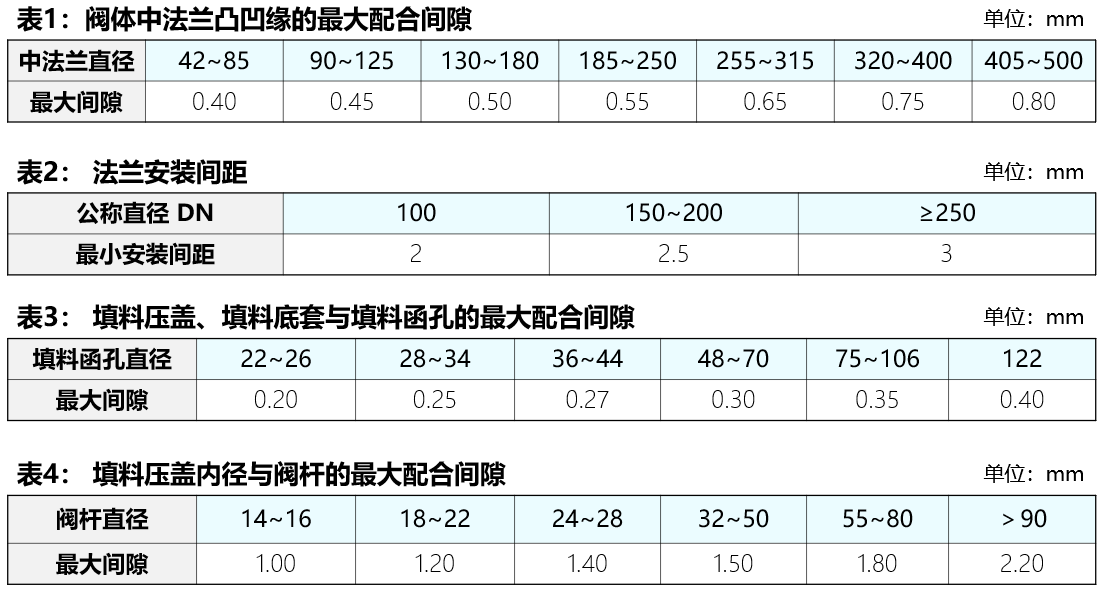
3.閥體中法蘭凸凹緣的最大配合間隙應符合表1的要求
4.鋼圈墊與密封槽接觸面應著色檢査,印痕線應連續。
5.法蘭應平行,安裝間距應符合表2的要求。
6.有力矩擰緊要求的螺栓,應按規定的力矩擰緊,誤差不應大于±5%。
7.填料壓蓋、填料底套與填料函孔的最大配合間隙應符合表3的要求。
8.填料壓蓋內徑與閥桿的最大配合間隙應符合表4的要求
9.填料壓蓋無損壞、變形。
(四)啟閉件
1. 閥桿與啟閉件的連接應牢靠。
2. 在閥門關閉時,閥桿下端部與閥板的連接部位應保證閥板與閥體對中
(五)閥桿
1.閥桿表面應無凹坑、刮痕和軸向溝紋,表面粗糙度為Ra1.6。
2.閥桿全長直線度公差值應符合表5的要求。
3.閥桿圓柱度公差值應符合表6的要求。
4.閥桿梯形螺紋和上密封錐面的軸線與閥桿軸線的同軸度公差值應符合表7的要求

(六) 閥桿螺母
1.閥桿螺母的外圓與支架孔的最大配合間隙應符合表8的要求。
2.手輪、軸承壓蓋應緊固。

(七)填料密封
1. 填料端部要切成30°~40°的斜口,注意端部斜口應搭接平整,填料長度應繞閥桿一周。相鄰兩填料圈的對口錯開90°~120°,并逐道壓緊。
2. 填料壓好后,填料壓蓋壓入填料函不小于2mm,外露部分不小于填料壓蓋可壓人高度的2/3。
3. 填料裝好后,閥杄的轉動和升降應靈活,無卡阻、無泄漏。
(八)閥門的組裝
1.閥座應安裝到位,閥板、閥芯、球體與支承件之間連接可靠,鍵、銷尺寸符合要求。
2.指示機構和限位機構應準確定位。
(九)閥門執行機構
1.氣動、液動執行機構的缸體、閥門、泵、管路和控制器等組件的檢修均應符合技術要求。
2.電動裝置的檢修標準應符合JB/T 8528《普通型閥門電動裝置技術條件》的要求。機械傳動部分的檢修標準應符合GB/T 12224《鋼制閥門 一般要求》的要求。
五、試驗與驗收
(一)一般要求
1.密封試驗時,密封面不得涂潤滑脂,但允許涂一層黏度不大于煤油的防護劑。
2.奧氏體不銹鋼閥門以水為試驗介質,其氯離子含量不得超過25×10-6,碳素鋼閥門水溫不低于5℃,其他低合金鋼不低于15℃。
3.用氣壓試驗代替水壓試驗時,應經有關部門批準,并采取相應的安全防護措施。
4.壓力試驗完畢后,及時排除閥腔內的積液
5.進口閥門的檢驗和試壓參照 API Std 598有關部分執行。
(二)一般閥門的壓力試驗
1.試驗介質:
a)閿體強度試驗和高壓密封試驗,用水、煤油或黏度不高于水的非腐蝕性液體。
b)低壓密封試驗,用空氣或惰性氣體。
2.試驗壓力:
a)閥體強度試驗壓力為公稱壓力的1.5倍
b)高壓密封試驗壓力為公稱壓力的1.1倍。
c)低壓密封試驗壓力為0.6MPa
d)止回閥的密封試驗壓力為公稱壓力。
3.試驗的持續時間與允許最大泄漏量:
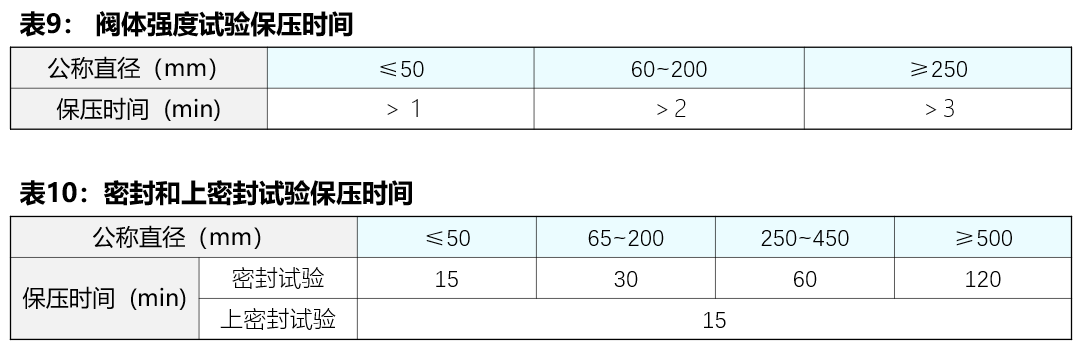
a)閥體強度試驗保壓時間應符合表9的要求,閥體(包括填料函和中法蘭處)不得有滲漏或結
構損傷。
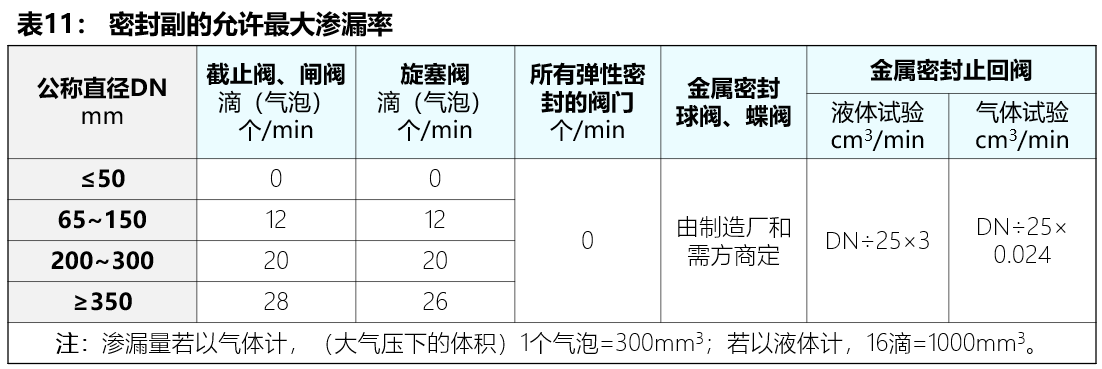
b)密封試驗保壓時間應符合表10的要求,密封副的允許最大滲漏率應符合表11的要求。
(三)驗收
1.閥門連續運行一周,各項性能指標達到技術要求。
2.檢修單位應向使用單位提交閥門檢修記錄及試驗報告,驗收報告由雙方簽字、存檔,辦理閥門相關移交手續。
【關聯文章】: 《各種閥門操作、維護、檢查要點 》
? 如果本文對您有幫助,請分享給您的朋友!
【提示】:
1.不斷更新的好資料和答疑集錦在 m.cureany.com “找資料”欄目公布。
2.QQ群:群友2000人,專業高質、答疑解惑、互動交流,Q群名:中國設備管理, Q群號: 283752911
主要交流:設備管理體系標準、ISO55001資產管理、設備完整性管理、6S管理、目視管理、安全管理、企業管理等,純廣告者禁入!
3.加"中國設備管理" Q群,總有一個人知道你問題的答案!
4.優秀留言有機會錄入“找資料”欄目答疑集錦,并歡迎大家來稿分享